
The Ultimate Checklist for Buying a Visual Inspection Kit

In the pharma, food, and healthcare sectors, product safety and quality are not negotiable. From the identification of foreign particles to the guarantee of packaging integrity, visual inspection kits are now a must-have for manufacturers and quality assurance teams. It can be difficult to select the correct kit with the sheer number of products on offer. This is where having a professional visual inspection kit manufacturer on board makes the difference, where companies are able to invest in trusted and compliant solutions. To assist you in making a well-informed decision, here’s the complete visual inspection equipment purchasing guide presented as a checklist in step-by-step format. 1. Industry Standard Compliance Quality-conscious industries such as food and pharmaceuticals do not have the luxury of compliance being optional,it has to be done. Your kit must comply with standards such as FDA, WHO, and GMP regulations. Being compliant ensures inspections are accurate, consistent, and compliant with regulatory authorities across the globe. 2. Accuracy and Clarity of Lenses The process of a purchasing visual inspection kit has to always involve optical quality. Magnifiers or optical systems of high quality must provide distortion-free, crystal-clear images of samples. The kit must enable inspectors to detect the smallest defects, whether in injectable vials, tablets, or packaging. Where available, trust for kits with interchangeable lenses, as this allows for changing inspection tasks. This consideration is at the heart of any list to make an optical inspection kit purchase. 3. Ergonomic Design and Comfort Inspection tasks can be tiresome and tedious. Ergonomically constructed kits minimize fatigue for operators and enhance productivity. Elements such as comfortable handles, light weight, and adjustable parts make the inspection process easier to use. 4. Illumination Options Lighting is also important in defect detection. A good inspection kit must have adjustable light sources, such as white light, UV light, and glare-free lighting systems. This offers versatility when detecting various levels of impurities or inconsistencies. Modern systems tend to integrate this with digital visual inspection systems where inspectors can take, examine, and store results effectively. 5. Durability and Build Quality Because inspection kits are constantly being used in harsh conditions, they have to be durable. Kits that contain corrosion-resistant materials and are of high quality lead to longer lifespan and less maintenance. Make sure to evaluate the build quality so that your investment lasts a lifetime. Want to invest in an advanced inspection solution? Get in touch with Mahant Pharma Advances today and discover accurately designed visual inspection kits that promise accuracy, compliance, and long-term reliability. Click Here 6. Ease of Use and Portability An inspection kit must be user-friendly and convenient to transport. Portable, lightweight designs allow inspectors to easily carry kits between departments or across facilities. Rapid setup and simple calibration capabilities also enhance efficiency during inspections. 7. Maintenance and After-Sales Support Quality after-sales support keeps your kit in top working order. Companies with training, calibration assistance, and availability of spare parts are always a better choice. Selecting a supplier that is able to offer long-term service support will pay dividends in terms of time saved and cost saved. 8. Versatility Across Applications Not every inspection kit can perform the same function. Some are specific to pharmaceutical use, while others are used in food safety, packaging, or medical devices. A multi-purpose kit that can perform a number of applications is more valuable to companies, particularly those operating across industries. This renders the choice of right inspection equipment all the more crucial, as a multi-purpose product may save money and enhance consistency. 9. Cost-Effectiveness and ROI While it is always important to consider cost, it is never to be at the expense of quality. Rather than being mindful of the lowest cost, it is better to plan ahead. An extra little cost up front in a high-quality kit is recouped by minimizing mistakes, guaranteeing compliance, and preventing recalls. 10. Manufacturer Reputation and Expertise One of the key items in this checklist is assessing the reliability of the supplier. A reliable visual inspection kit producer with established industry experience guarantees that you are not only receiving the product but also the guarantee of sustained quality, conformity, and innovation. Testimonials, accreditations, and years of experience are reliable markers of a manufacturer’s credibility. Why This Checklist Matters Visual inspection kits are not just equipment,they’re consumer health and brand credibility guards. A defective kit can lead to defect misses, regulatory fines, or worst of all, expensive product recalls. By using this visual inspection equipment buying guide, companies can make smart purchasing choices that assure both business efficiency and product safety. From vision test equipment to contemporary digital visual inspection systems, the appropriate kit ensures accuracy, compliance, and productivity for high-stakes industries. Conclusion Purchasing the correct inspection kit is about so much more than cost,it’s about quality, dependability, and compliance. By thinking in terms of lens clarity, ergonomic design, lighting, durability, and reputation of the maker, you can make a well-informed selection that will serve long-term success. Aligning yourself with the right visual inspection kit manufacturer ensures accurate, efficient inspection processes, as well as global compliance standards. Mahant Pharma Advances is at the pinnacle of providing advanced inspection solutions for industries where precision and safety are most important. With the appropriate kit, your company can reach greater levels of quality and reliability,ensuring each product that ends up in the hands of consumers is safe and flawless.
What to Look for in a Quality Container Closure Integrity Testing Kit?

Maintaining the sterility and safety of pharmaceutical products is paramount in the sector. Be it injectable medications or biologics, packaging for storage and transportation needs to be such that it does not allow contamination. Here, a container closure integrity testing kit proves to be important. It assists pharmaceutical firms in ensuring that their packaging is leak-free, tamper-proof, and compliant with rigorous regulatory requirements. By selecting an appropriate kit, companies can ensure the quality of products, safeguard patients, and comply with international regulations. We provide advanced container closure integrity testing kits that ensure product safety, compliance, and peace of mind for pharmaceutical manufacturers. Why Container Closure Integrity Testing Matters Container Closure Integrity Testing (CCIT) refers to the process of ensuring a seal in a container actually keeps a product from leaking or contaminating. Whether vials, syringes, ampoules, or bottles, every type of packaging needs to be intact during its usable lifetime. Pharmaceutical products need not be tested if left unguarded, and risk exposure to bacteria, moisture, or air, potentially affecting safety and efficacy. Due to this, regulatory bodies such as the FDA and EMA mandate strict validation of sterile packaging. Having a trusted container closure integrity testing kit ensures compliance with lower risks for manufacturers and patients. Important Features to Consider in an Effective Testing Kit When comparing options, the following are important things to consider when selecting trusted closure integrity kits: Accuracy and Sensitivity When comparing options, the following are important things to consider when selecting trusted closure integrity kits: Regulation Compliance Opt for compliant testing kits that conform to FDA, USP <1207>, and other international regulations. This makes auditing a breeze and your lab compliant with the law. Ease of Use Easy-to-use kits reduce the risk of operator mistakes. Choose systems that include automated testing and easy-to-use interfaces. Versatility Across Package Forms The best kit should cater to a variety of package forms,syndromes and vials to bottles rendering it a versatile purchase. Cost-Effectiveness Accuracy is important, but so is affordability. Most labs would opt for cheap integrity testing systems that offer both performance and cost considerations. Uses in Pharmaceutical Laboratories The best integrity testing kits for labs use are used extensively for: Sterile Packaging Validation Solutions – Verifying packaging has the ability to stay sterile over its shelf life. Container Leak Detection for Pharma – Detecting leaks undermining drug safety. Quality Control and Batch Testing – Facilitating regular monitoring during manufacturing and distribution. These uses make CCIT kits an integral component of pharmaceutical processes. Advantages of Investing in the Proper Kit Through an investment in the proper container closure integrity testing kit, pharmaceutical businesses are able to realize a range of advantages: Compliance with Regulations – Be ahead of FDA, EMA, and USP regulations with tested systems. Enhanced Product Safety – Prevent contamination and leakage through packaging. Operational Efficiency – Robust, automated kits minimize the need for manual testing. Cost Savings – Reduce product recalls and wastage by catching problems early. Customer Trust – Regularly providing safe products builds up brand reputation. Conclusion Choosing reliable closure integrity kits is about more than simply testing,it’s about patient safety and regulatory confidence. Ranging from accuracy and compliance to versatility and cost-effectiveness, an effective container closure integrity testing kit delivers long-term value for pharmaceutical companies. By making investments in contemporary, container closure integrity testing equipment, labs are able to deliver stable sterile packaging validation solutions and enhance their overall quality assurance process.If you’re ready to take your packaging validation to the next level, join forces with us, a name you can trust in high-performance pharmaceutical test solutions. With our support, you can rest assured to have accurate,quality based, and cost-effective systems protecting your products and your reputation.
Why Labs Trust Certified Knapp Test Kit Manufacturers?

In the pharmaceutical world, where accuracy and commitment are a matter of life and death, quality control is essential. Perhaps the most trustworthy means of identifying particulate contamination in parenteral medications is the Knapp test kit. Employed globally in laboratory and manufacturing environments, these kits assist in guaranteeing injectable solutions are particle-free,key to patient safety as well as following industry guidelines. However, not all test kits are alike. Laboratories globally trusted certified Knapp test kit manufacturers,and rightly so. Certification, consistency, and compliance reflect a manufacturer’s dedication to quality, which has a direct bearing on the integrity of test results. Mahant Pharma Advances is a reputable name among certified Knapp test kit manufacturers, providing consistent and following all guidelines solutions for pharmaceutical particulate inspection. What Is a Knapp Test Kit? The Knapp test kit is an optical inspection device employed to detect particulate contaminants in ampoules, vials, and other parenteral preparations. It normally consists of: Black-and-white background for contrast Fluorescent or steady lighting arrangement Rotating inspection stands Mirrors and magnifiers for proper visual detection Generally employed in quality control laboratories, it assists technicians in finding visible extraneous particles that can render the product unsafe and less effective. Visual examination employing Knapp test kits is compliant with USP <790> and GMP regulations and hence is a routine instrument in pre-release analysis of injectable pharmaceutical formulations. Why Certification Is Important in Knapp Test Kits Certified manufacturers of Knapp test kits follow strict quality control procedures and material specifications. The following are reasons why certified kits are used: Accuracy Certified kits are constructed using calibrated lighting and contrast backgrounds that ensure consistent test results across all batches. Industry Guidelines A certified Knapp test kit manufacturer ensures that their products align with international inspection standards like USP <790>, EU GMP, and WHO guidelines to ensure audit readiness and market authorization. Trustworthiness In a high-risk business such as pharma, false positives or particulates missed can cost time, money, and reputation. Certified kits reduces this. Strength and Design Certified manufacturers employ quality materials and ergonomic designs to ensure longer service lifespan and comfort for inspectors during extended inspections. Features to Look for in a Certified Kit When choosing a Knapp test kit manufacturer, laboratories should look for: Even lighting intensity to avoid shadows Appropriate illumination angle according to visual inspection requirements Adjustable stands of different sizes of vials and ampoules Non-reflective surfaces for improved visibility Strong build for longer lifespan of use Ease of maintenance and cleaning Applications in the Pharmaceutical Industry The Knapp test kit is not limited to just one use case. It plays a key role in multiple stages of pharmaceutical production: Final inspection of vials, ampoules, and injectables In-process quality testing while formulating and filling Stability testing to determine changes over time Training and validation of visually inspecting personnel The kit is flexible enough to accommodate both manual and semi-automated inspection procedures, thus being usable on different scales of operations ranging from small research laboratories to big unit manufacturing facilities. Why Choose a Certified Knapp Test Kit Manufacturer Finding the right partner for your visual inspection requirements can be the key to ensuring consistent product quality and alignment with industry standards. Certified makers provide the accuracy and performance that untested substitutes cannot provide. Here’s what you get when you select a leading manufacturer: Standards Design: Each component is designed to address USP <790> and GMP inspection standards. Customization Options: Kits can be customized to meet your laboratory’s unique needs and product lines. Expert Support: From installation to staff training, expert support guarantees smooth integration into your workflow. Long-Term Performance: Heavy-duty construction and accurate lighting provide accurate results with little upkeep. With the appropriate test kit, your lab has the confidence to release only the safest and most compliant pharmaceutical products,integrity in every vial. Advantages of Choosing a Certified Producer Security: You can be sure you are receiving a product that is tested for longevity and performance. Audit Readiness: Traceable documentation is supported by certified kits, making regulatory audits easy. Consistency: Standardized construction allows each technician to receive the same inspection environment. Improved Safety: Find contaminants before they become a threat to end-users. Conclusion : In the pharmaceutical industry, product safety and alignment with industry guidelines leave no room for compromise. Certified Knapp test kit manufacturers such as Mahant Pharma Advances provide an important service that allows laboratories to conduct accurate, regulation-specified inspections that maintain the integrity of injectable drug products. When your laboratory is trusting on the performance and quality of your testing apparatus, it pays to invest in a name you can trust. Partner with Mahant Pharma Advances for dependable, certified, and professionally designed high-quality Knapp test kits.
How to Qualify Visual Inspectors Using Knapp Test – Step by Step Guide

Visual inspection is vital in the pharmaceutical and packaging industries. It helps maintain product quality and ensures patient safety. Even a small packaging defect can lead to impurity, leakage, or product rejection. Companies use the Knapp Test to check and qualify visual inspectors. This helps maintain inspection accuracy. A good Knapp Test kit manufacturer helps industries run standard tests. This boosts inspection consistency and cuts down on human error. The Knapp Test is often used in pharmaceutical packaging. It checks how well inspectors find defects in controlled settings. Accurate defect detection is key in quality assurance programs. It helps ensure packaging integrity and meets compliance standards. What Is a Knapp Test? The Knapp Test is a way to test how well visual inspectors perform. Inspectors see both defective and non-defective samples during the test. This happens under real inspection conditions. We analyze how well they spot defects. This helps us understand the reliability of the inspection process. This testing method is great for industries using: Blister packaging Vial inspection Ampoule packaging Other pharmaceutical processes Accurate packaging integrity testing is crucial in these areas. The test helps manufacturers keep quality high. It also lowers the risk of defective products reaching the market. Why Visual Inspector Qualification Matters Visual inspection relies heavily on the ability of humans to observe. Fatigue, lighting, training quality, and concentration can all impact inspection accuracy. Without proper qualification methods, defective products may pass through production lines undetected. Using standardized kits from a trusted, certified Knapp Test Kit supplier helps companies: Improve inspector performance Reduce packaging defects Maintain regulatory compliance Increase product quality consistency. Strengthen quality control systems. Step-by-Step Guide to Qualify Visual Inspectors Using the Knapp Test A structured testing process is essential for obtaining reliable inspection results. The Knapp Test has different stages. Each stage checks how well inspectors work in real production settings. Step 1: Prepare Standardised Test Samples The first step is preparing samples that include both acceptable and defective products. Defects may include: Seal leakage Cracks or scratches Printing errors Contamination Improper closures Packaging deformities These samples should provide a precise representation of actual production defects for effective evaluation. Standardised defect samples create a realistic testing environment. They also improve the accuracy of inspectors’ assessments. Step 2: Create Controlled Testing Conditions Testing must be conducted under standardised inspection conditions. Proper lighting, inspection distance, speed, and setup are key to reliable results. A professional knapp test kit maker offers kits that ensure consistent and repeatable testing. Controlled testing environments also limit outside factors that could affect inspectors’ performance during evaluation. Step 3: Conduct the Inspection Test Inspectors will test the samples without knowing which ones have defects. Their responses are recorded carefully for further statistical analysis. The aim is to measure: Detection accuracy False rejection rate Missed defect rate Inspection consistency This process helps determine whether inspectors can reliably identify critical packaging defects. It also helps organizations measure the effectiveness of their visual inspection systems. Improve Your Packaging Inspection Accuracy Companies aiming to improve quality assurance should invest in Knapp testing solutions. These solutions help ensure reliable inspector qualification and enhance packaging performance. Consistent inspection quality cuts down on product waste. It also boosts compliance and keeps customer trust in pharmaceutical packaging operations. Step 4: Analyse Test Results Once testing is complete, the results undergo statistical evaluation. Inspectors who consistently identify defects with high accuracy are considered qualified. The analysis typically focuses on: Correct defect identification percentage Sensitivity to critical defects inspection reliability Organizations can also compare results across teams to improve training programs and operational efficiency. Detailed performance analysis allows manufacturers to maintain high-quality inspection standards over time. Step 5: Provide Retraining if Necessary Inspectors who do not meet qualification standards may need more training. Regular retraining sessions help improve visual detection skills and maintain long-term inspection quality. Periodic requalification is also recommended to ensure continued inspection performance, especially in pharmaceutical manufacturing environments where quality standards are extremely strict. Ongoing training programs help inspectors adapt to new packaging technologies and evolving quality requirements. Benefits of Using Knapp Test Kits Using professional Knapp Test Kits offers several advantages: Standardised Inspector Evaluation Improved defect detection capabilities Better regulatory compliance Enhanced packaging quality assurance Reduced product rejection risks Reliable, accurate packaging integrity testing These testing kits support industries in maintaining consistent production quality while improving inspection accuracy. They also help companies strengthen quality management systems and reduce operational risks associated with packaging defects. Looking to visual inspection performance and maintain pharmaceutical packaging quality? Choose advanced Knapp Test solutions that help your team achieve better defect detection accuracy, improved compliance, and consistent inspection standards for long-term operational reliability. Click here Conclusion The Knapp Test is one of the most effective methods for qualifying visual inspectors in the pharmaceutical and packaging industries. By following a structured evaluation process, companies can significantly improve defect detection accuracy and maintain high packaging quality standards. Working with a reliable KNAAP test kit manufacturer and a trusted Certified Knapp Test Kit supplier ensures consistent testing procedures, dependable results, and improved quality assurance systems. For industries focused on precision inspection and packaging safety, advanced testing solutions from Mahant Pharma Advances can help strengthen inspection performance and support long-term quality compliance. FAQs 1. What is the purpose of a Knapp Test? The Knapp Test is used to evaluate and qualify visual inspectors by measuring their ability to detect defects in pharmaceutical and packaging products under controlled conditions. 2. Why is the visual inspector qualification important? Visual inspector qualification helps reduce packaging defects, improve product quality, maintain regulatory compliance, and ensure patient safety in pharmaceutical manufacturing. 3. What types of defects are used in Knapp Testing? Common defects include seal leakage, cracks, scratches, printing errors, contamination, improper closures, and packaging deformities. 4. How does a Knapp Test Kit improve inspection performance? A professional Knapp Test Kit creates standardized testing conditions that help evaluate inspector consistency, improve defect detection capability, and support accurate packaging integrity testing. 5. Which industries commonly use Knapp Testing? Knapp
GMP Visual Inspection Kits for Ampoule Defects
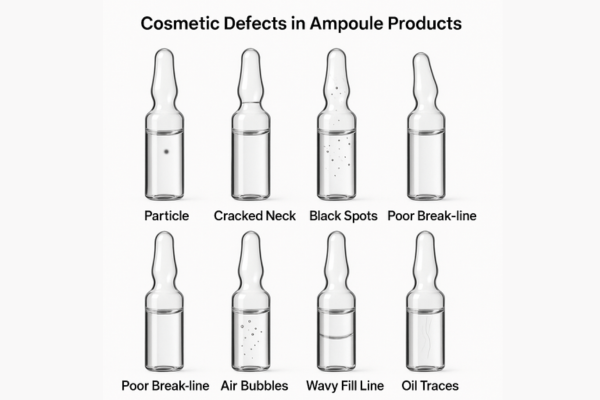
Cosmetic defects in pharmaceutical ampoule products are a key focus area in GMP-compliant visual inspection, as they may impact product appearance, patient confidence, and regulatory acceptance. While cosmetic in nature, such defects can signal potential issues in manufacturing, filling, or sealing processes. Typical cosmetic defects in ampoules include scratches, scuff marks, discoloration, burnt sealing tips, tip cracks, glass haze, bubble trails, label misalignment, label wrinkles, overfilled or underfilled ampoules, tip misalignment, ink smudges, neck tear irregularities, uneven glass wall thickness, black spots, tip chips, visible streaks, and crystallization residues near the sealing zone. These anomalies can arise from problems in ampoule forming machines, glass quality, labeling units, or sterilization tunnels, making robust inspection protocols essential. To address this, visual inspection kits for ampoules and specialized KNAPP test kits include a validated assortment of cosmetic and critical defect ampoules. These are used to train, challenge, and qualify human inspectors and to calibrate automatic visual inspection (AVI) machines under real-world production conditions. Each kit supports regulatory expectations outlined in USP <1790>, Annex 1, and WHO TRS 986, helping manufacturers ensure consistency in defect detection, minimize false rejections, and maintain high inspection throughput. By incorporating diverse ampoule cosmetic defect reference vials in visual inspection challenge sets, companies can optimize both manual and automated inspection workflows for sterile injectable products. These kits are indispensable for visual inspector training, AVI qualification, batch release testing, and routine requalification in regulated environments. Investing in high-quality ampoule visual inspection kits enables pharmaceutical manufacturers to maintain strict quality assurance standards, prepare for regulatory audits, and ensure patient safety through precise, reproducible defect detection.
Knapp Test Kits Support Validation and Compliance with GMP & ISO Packaging Standards

Knapp Test Kits Support Validation and Compliance with GMP & ISO Packaging Standards Introduction to Packaging Integrity Testing Packaging integrity is a critical factor in regulated industries where even minor leaks can compromise product safety and quality. Effective leak detection ensures that products remain protected from contamination, moisture, and environmental exposure throughout their lifecycle. This directly impacts shelf life, customer confidence, and regulatory approval. The Knapp Test Kit is widely adopted as a practical solution for identifying seal defects and micro-leaks, helping manufacturers maintain consistent packaging quality. Modern packaging integrity methods include bubble emission, vacuum decay, and dye penetration testing. Among these, dye penetration stands out for its simplicity and visual accuracy, making it ideal for routine inspections and validation activities. What Is a Knapp Test Kit? A Knapp test kit is a vacuum-based dye penetration system designed to detect leaks in flexible and semi-rigid packaging. Its primary purpose is to reveal seal failures or pinholes by drawing colored dye into defective areas under controlled vacuum conditions. Basic components typically include a transparent vacuum chamber, vacuum pump, pressure gauge, control valves, and dye solution. During testing, the package is immersed in dye and subjected to vacuum. If a leak is present, the dye enters the package, clearly indicating the defect. This straightforward working principle allows quality teams to quickly identify packaging issues and take corrective action. Understanding Validation in Regulated Packaging Validation ensures that packaging processes consistently perform as intended. In pharmaceutical and medical packaging, this involves structured qualification stages: Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ). Leak testing is a vital part of validation because packaging integrity directly affects sterility, stability, and product efficacy. Without reliable seal verification, manufacturers risk batch rejection, recalls, and audit observations. Integrity testing provides documented evidence that packaging systems meet predefined acceptance criteria. Overview of GMP and ISO Packaging Standards Good Manufacturing Practices (GMP) require controlled processes, documented procedures, and consistent product quality. Packaging must protect products from contamination while maintaining traceability and reproducibility. ISO standards such as ISO 11607 for medical device packaging and ISO 9001 for quality management systems define expectations for packaging design, validation, and ongoing monitoring. Compliance with these standards is mandatory in regulated industries, making packaging integrity testing an essential quality activity. How Knapp Test Kits Support GMP Compliance Leak detection systems help ensure seal integrity and pack reliability across production batches. By incorporating dye penetration testing into routine quality control, manufacturers can identify defective packs before release. These tests support documented quality processes by generating visual results that can be recorded and reviewed during audits. They also assist in batch release decisions by confirming that packaging meets acceptance requirements. Consistent testing improves traceability and strengthens audit readiness, aligning closely with GMP expectations. Role of Knapp Test Kits in Meeting ISO Requirements ISO frameworks emphasize standardized procedures, repeatability, and risk-based thinking. Dye penetration testing supports these principles by delivering consistent results when performed under controlled conditions. This method contributes to process control by identifying packaging weaknesses early and reducing the risk of downstream failures. Test records and validation documents also provide valuable evidence during ISO audits, demonstrating active monitoring of packaging integrity. Validation Workflow Using Knapp Test Kits A typical validation workflow begins with IQ to confirm proper installation of equipment. OQ verifies that the system operates within defined parameters, while PQ demonstrates consistent performance using actual production samples. Acceptance criteria are established in advance, and results are documented through reports and logs. This structured approach ensures packaging integrity testing remains reliable and compliant throughout the product lifecycle. Key Applications Across Industries Knapp testing is commonly used in pharmaceutical blister packs, sachets, and pouches. Medical device manufacturers rely on it to verify sterile packaging. Food and beverage companies use it to protect freshness and prevent contamination, while FMCG manufacturers apply it to maintain consistent packaging quality in high-volume production environments. Want to improve your packaging validation process? Mahantpharmaadvances offers dependable testing solutions and expert guidance to help you achieve GMP and ISO compliance. Contact our team today to discuss your requirements. Click here Advantages of Using Knapp Test Kits for Compliance One of the key benefits is simplicity. The method is cost-effective and provides clear visual confirmation of leaks. In most applications, it is non-destructive, allowing samples to be further evaluated if needed. Its easy setup makes integration into existing QC workflows straightforward, supporting both routine inspections and formal validation studies. Common Challenges and Best Practices False positives may occur due to improper sample handling or excessive dye exposure. These issues can be minimized through correct sample preparation, trained operators, and controlled test conditions. Regular calibration and preventive maintenance are essential to maintain consistent vacuum performance and accurate results over time. Choosing the Right Knapp Test Kit for Your Facility When selecting equipment, consider chamber size, vacuum pump capacity, and compatibility with your packaging formats. Accessories, consumables, and availability of validation documentation are also important factors. Working with an experienced Knapp Test Kit Manufacturer ensures access to technical support, training, and after-sales service tailored to regulated environments. Conclusion Packaging integrity testing is a cornerstone of quality assurance in compliance-driven industries. By supporting structured validation, routine quality control, and audit documentation, the Knapp Test Kit helps organizations meet GMP and ISO requirements with confidence. With the right equipment, processes, and supplier partnership, manufacturers can protect product quality, maintain regulatory readiness, and deliver safe, reliable packaging to the market.
Top 10 Key Benefits of Using a Visual Inspection Kit

Top 10 Key Benefits of Using a Visual Inspection Kit In today’s highly regulated manufacturing and pharmaceutical industries, quality is not just an expectation it is a necessity. Every product that reaches the customer must meet strict safety, accuracy, and compliance standards. To achieve this, companies rely on precise quality control tools that help detect defects before products leave the facility. A Visual Inspection Kit plays a vital role in ensuring consistent quality, minimizing errors, and maintaining regulatory compliance across production lines. Below are the top 10 key benefits of using a visual inspection kit and why it has become an essential asset for modern quality assurance teams. 1. Early Detection of Defects One of the biggest advantages of visual inspection tools is their ability to identify defects at an early stage. Issues such as contamination, cracks, scratches, dents, or surface irregularities can be spotted before they escalate into costly recalls or customer complaints. Early detection saves time, money, and protects brand reputation. 2. Improved Product Quality Consistency Consistency is critical, especially in pharmaceutical and medical manufacturing. Visual inspection kits help inspectors compare products against predefined standards, ensuring uniformity across batches. This reduces variations and enhances overall product reliability. 3. Compliance with Regulatory Standards Industries like pharmaceuticals, healthcare, and food processing operate under strict regulatory guidelines. Visual inspection supports compliance with GMP, and other regulatory frameworks by ensuring products meet defined visual quality requirements before approval and distribution. 4. Reduced Risk of Recalls and Rejections Product recalls can damage brand trust and result in significant financial losses. By implementing thorough inspection processes, manufacturers reduce the likelihood of defective products reaching the market, thereby minimizing recalls and regulatory penalties. 5. Cost-Effective Quality Control Solution Compared to advanced automated systems, manual visual inspection kits offer a cost-effective yet reliable solution. They require minimal investment, low maintenance, and are easy to deploy, making them ideal for both small-scale and large-scale operations. 6. Enhanced Inspector Accuracy and Efficiency Proper inspection tools improve focus and accuracy for quality control personnel. Clear visibility, standardized reference samples, and structured inspection methods help inspectors make faster and more confident decisions during routine checks. 7. Easy Training and Standardization Visual inspection kits are excellent tools for training new quality inspectors. They provide clear benchmarks for acceptable and unacceptable defects, ensuring all team members follow the same inspection standards and reduce subjective judgment errors. Looking to upgrade your quality control process? Partner with Mahant pharma advances, a trusted name in precision inspection solutions. Click here 8. Versatile Application Across Industries Visual inspection kits are widely used across pharmaceuticals, medical devices, food and beverage.Their versatility makes them suitable for inspecting vials, ampoules, tablets, syringes, packaging materials, and more. 9. Supports Audit Readiness and Documentation During audits, inspectors often need to demonstrate inspection procedures and defect standards. Visual inspection kits support documentation, traceability, and audit readiness by providing tangible inspection references that align with standard operating procedures. 10. Builds Customer Trust and Brand Credibility Consistently delivering defect-free products builds long-term customer trust. When quality is visibly maintained, customers gain confidence in the brand’s commitment to safety, reliability, and excellence, an invaluable competitive advantage. In the body of quality assurance operations, a Visual Inspection Kit acts as a bridge between human expertise and standardized quality control, ensuring every product meets expectations before it reaches the end user. Choosing the Right Visual Inspection Kit Partner Matters Selecting the right Visual Inspection Kit Manufacturer is just as important as using the kit itself. A reliable manufacturer ensures high-quality components, precise defect standards, and durable materials that align with regulatory requirements and industry best practices. Mahant pharma advances focuses on delivering dependable inspection solutions tailored to real-world manufacturing challenges, helping businesses maintain consistent quality and operational excellence. Conclusion Quality assurance is not optional, it is the backbone of sustainable manufacturing. By integrating a Visual Inspection Kit into your inspection workflow, you strengthen defect detection, improve compliance, reduce operational risks, and enhance customer confidence. For companies committed to excellence, investing in reliable inspection solutions from Mahant pharma advances is a smart step toward long-term success.
What Factors Should Pharma Companies Consider in Container Closure Integrity Testing Kit?
When it comes to packaging safety, there is no room for compromise, as pharmaceutical items directly impact human health. A single, tiny leak in a vial or ampule can result in infection, sterility loss, and significant medical risks. For this reason, container closure integrity testing is crucial to the pharmaceutical sector. Although businesses like Mahant Pharma Advances concentrate on offering dependable testing solutions, selecting the appropriate kit still depends on several useful considerations. Understanding the Testing Method of CCIT Kit Every testing procedure is different. The vacuum decay method for CCIT is currently preferred by many pharmaceutical companies for vial and ampoule leak testing because it is non-destructive and provides reliable results without causing product damage. For delicate medication formulas, where even a small leak could cause serious problems, it works well. It’s crucial to determine whether a kit’s manufacturing process and packaging type align with the method before choosing one. Some formats may not always benefit from a technique that works for ampoules. Real Accuracy Matters in Testing Every testing kit claims to be accurate in principle, but in actual production settings, consistency is what counts. A reliable method should consistently detect even tiny leaks. Decision-making becomes confused and takes longer if findings keep changing. Therefore, pharmaceutical businesses should focus on the reliability of the system in day-to-day use rather than merely examining specifications. Compatibility with Different Packaging The majority of pharmaceutical businesses deal with multiple packaging types. Syringes, vials, ampoules, and occasionally specially designed containers are available. A testing kit that is limited to one format may cause delays. Selecting a system that can handle various package types without requiring significant modifications is always preferable. Long-term time and operational effort savings result from this approach. Looking for a reliable CCIT solution that truly matches your production needs? Mahant Pharma Advances offers advanced CCIT systems designed for high accuracy, easy operation, and long-term performance. Connect with our team to find the right fit for your pharmaceutical packaging process. Click here Automation and Ease of Use Automation is essential for increasing productivity and decreasing human involvement. An ideal manufacturer of CCIT testing kits offers user-friendly devices. Simple to adjust Having user-friendly interfaces In addition to saving time, automated methods guarantee reliable testing results, which is crucial for preserving product quality. Data Handling and Compliance For each test they conduct, pharmaceutical companies require accurate documentation. Proving it throughout audits is more important than simply passing a test. An effective testing kit should keep records, store data automatically, and simplify reporting. Meeting regulatory requirements becomes much simpler and less stressful if the technology allows audit trails and secure data storage. Long-Term Cost vs Short-Term Price Companies can place too much importance on the testing kit’s first cost. However, in practice, the less expensive choice might not always be the superior one. Over time, expenses may rise due to maintenance, calibration, and downtime. Because it reduces product waste and avoids the need for recurrent testing, a little higher investment in a dependable system frequently pays off. Final Thoughts Selecting the best container closure integrity testing kit involves more than simply technical considerations. It depends on how well the system fits into your routine. how reliable it is under stress, and how simple it is to use. Pharmaceutical firms may guarantee both product safety and efficient workflow without needless difficulties when all these elements come together.